Xích điều tốc, bao gồm cả xích điều tốc vô cấp kiểu PIV/Con lăn.


XÍCH TỐC ĐỘ BIẾN ĐỔI VÔ HẠN PIV
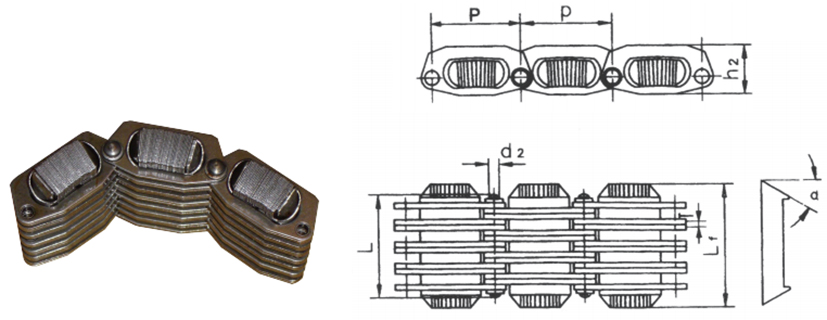
| GL Chdn số. | Lõi P mm | Đường kính chốt. d2(tối đa) mm | Chiều dài chốt L(tối đa) mm | Độ sâu tấm h2.(tối đa) mm | Độ dày tấm T(tối đa) mm | Độ dày tấm T(tối đa) mm | Độ rộng trên tấm ma sát | Cường độ kéo đứt tối đa Q (tối thiểu) Kn | Trọng lượng trên mỗi mét q Kg/m |
| AO | 18,75 | 3.00 | 19,50 | 9,50 | 1.0 | 24:00 | 15 | 9.0 | 1.0 |
| Al | 19:00 | 3.00 | 19,50 | 10,60 | 1,5 | 30,44 | 15 | 9.0 | 1.0 |
| A2 | 25,00 | 3.00 | 30.10 | 13,50 | 1,5 | 37,80 | 15 | 21.0 | 2.0 |
| A3 | 28,60 | 3.00 | 35.30 | 16:00 | 1,5 | 44,20 | 15 | 38,5 | 3.0 |
| A4 | 36,00 | 4.00 | 48,50 | 20,50 | 1,5 | 58,50 | 15 | 61,5 | 5.4 |
| A5 | 36,00 | 4.00 | 60,50 | 20,50 | 1,5 | 70,00 | 15 | 71.0 | 6.7 |
| A6 | 44,40 | 5,40 | 70,00 | 23,70 | 1,5 | 77,00 | 15 | 125.0 | 9.0 |
XÍCH TỐC ĐỘ THAY ĐỔI VÔ CỰC KIỂU CON LĂN
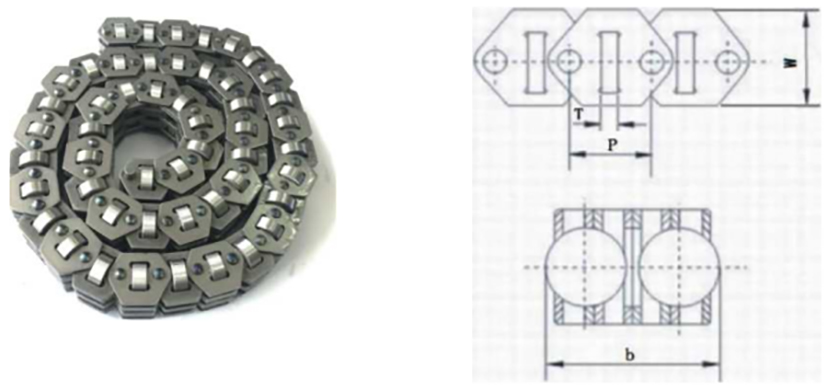
| GL SỐ CHUỖI | SÂN BÓNG ĐÁ | ĐĨA CHIỀU CAO | CON LĂN CHIỀU RỘNG | CON LĂN ĐỘ DÀY |
| P | W | b(phút) | T (tối đa) | |
| mm | mm | mm | mm | |
| RBO | 10.10 | 923 | 12:00 | 2,90 |
| Ngân hàng Dự trữ Ấn Độ (RBI) | 1220 | 12:30 | 16.04 | 4.10 |
| RB2 | 14,66 | 14,80 | 20.00 | 4,74 |
| RB3 | 12,60 | 16,60 | 24,60 | 4,70 |
| RB4 | 14:00 | 20,70 | 31.00 | 5,50 |
| RC3 | 1320 | 18,80 | 24,54 | 4,70 |
| RC4 | 1620 | 22,50 | 31.00 | 5.30 |
Xích điều chỉnh tốc độ cho hộp số
1. Hệ thống truyền động điều chỉnh tốc độ vô cấp PIV:
A0, A1, A2, A3, A4, A5, A6
2. Xích điều chỉnh tốc độ vô cấp kiểu con lăn:
PSR1, PSR4, PSR5, RB0, RB1, RB2, RB3, RB4, RC3, RC4, v.v.
Chức năng: Khi thay đổi đầu vào, tốc độ quay đầu ra được duy trì ổn định hơn. Sản phẩm được làm từ thép hợp kim chất lượng cao. Các tấm được đột dập và ép lỗ bằng công nghệ chính xác. Chốt, bạc lót, con lăn được gia công bằng thiết bị tự động hiệu suất cao và thiết bị mài tự động, sau đó trải qua quá trình xử lý nhiệt thấm cacbon, lò nung lưới bảo vệ cacbon và nitơ, quá trình phun cát bề mặt, v.v. Được lắp ráp chính xác bằng cách định vị lỗ bên trong, tán đinh bằng áp lực để đảm bảo hiệu suất của toàn bộ xích.
-

Xe đẩy bốn bánh làm bằng thép không gỉ SUS304/GG25/Nylon/Thép...
-

Chuỗi nông nghiệp, Loại S32, S42, S55, S62, C...
-

Xích chốt, loại 662, 662H, 667X, 667XH, 667...
-

Xích con lăn dòng A/B, chịu tải nặng, thẳng...
-

Dây xích thép hàn và các phụ kiện kèm theo, ...
-

Xích thanh bên lệch tâm cho máy xúc hạng nặng/máy xúc tay quay...